Tổng tiền: 0 VND


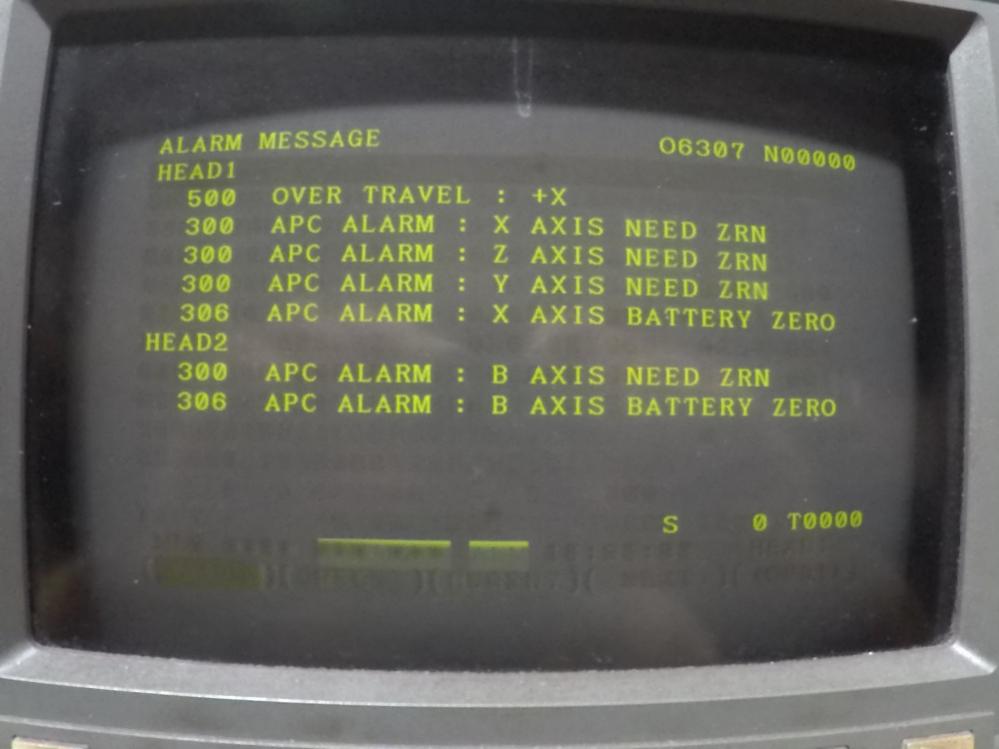
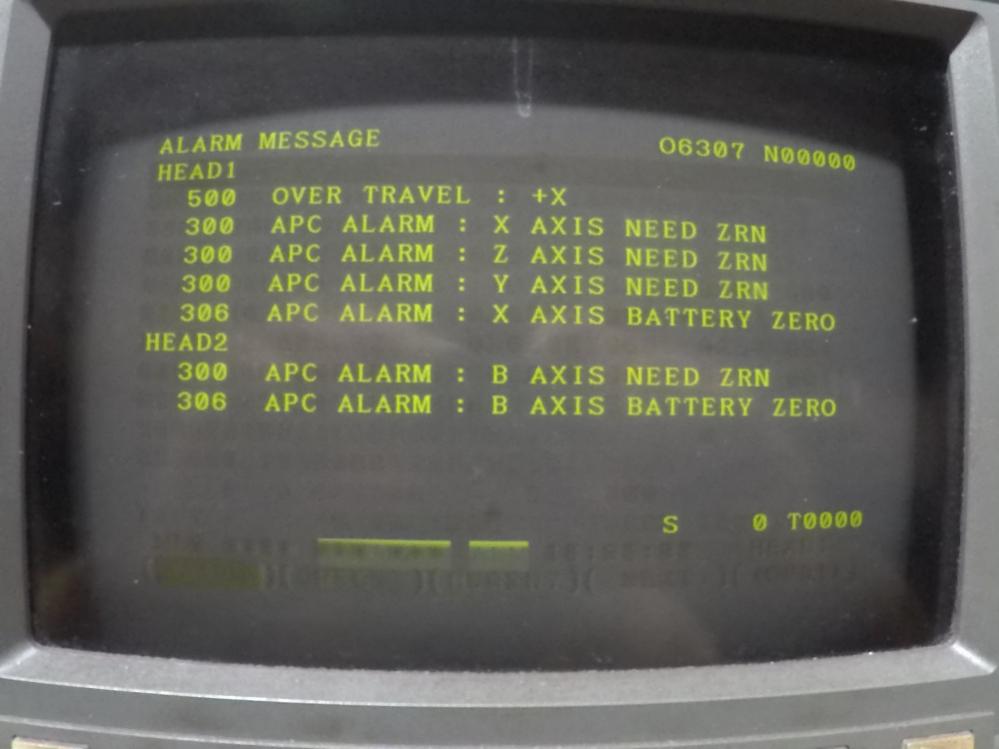
Trong quá trình vận hành máy CNC Fanuc. Rất khó tránh khỏi hiện tượng mất gốc máy ( máy không nhận gốc). Hiện tượng này thường xảy ra khi máy bị hết pin nguồn nuôi. Hoặc trong quá trình thay thế động cơ, Thay thế Encorder dẫn đến thay đổi vị trí khiến máy không nhận được gốc. Trường hợp này cũng có thể xảy ra khi có va chạm cơ khí
Các bước thao tác đươn giản sau đây sẽ giúp bạn lấy lại gốc máy một cách dễ dàng.
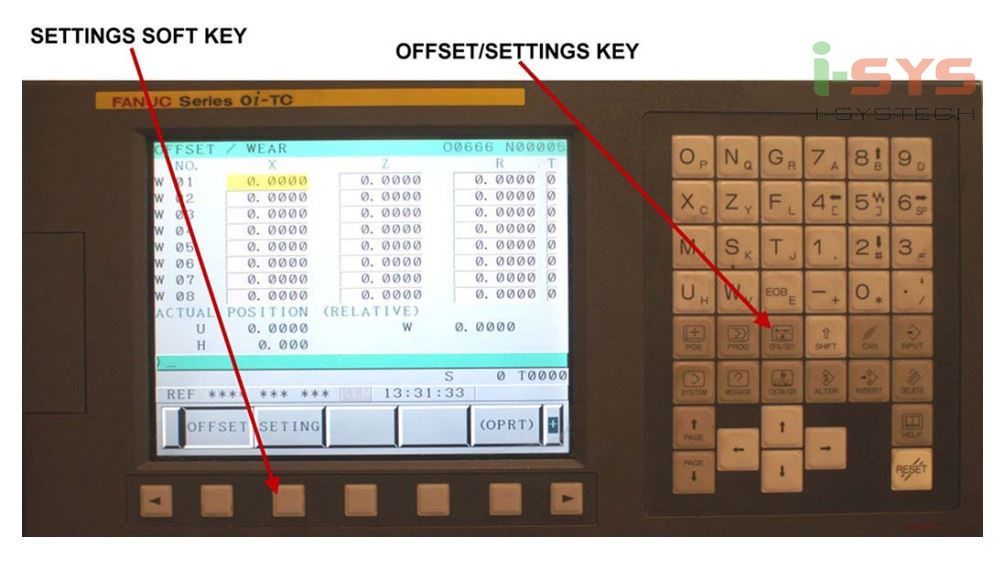
4.Nhấn phím “SETTING”.
5.Di chuyển con trỏ đến “PARAMETER WRITE”. Có thể cần trang lên(page up) hoặc xuống(down) để lên đầu các số Tham số.
6.Bật PWE (Parameter Write) chuyển giá trị từ 0 nó trở thành 1 ( nhập số và input giá trị vào). Bước này thông thường phải nhấn nút dừng khẩn cấp vào thì mới thay được giá trị – Bước này trong tài liệu thường không nói (chắc giữ bí mật để thợ sửa chữa kiếm ăn)
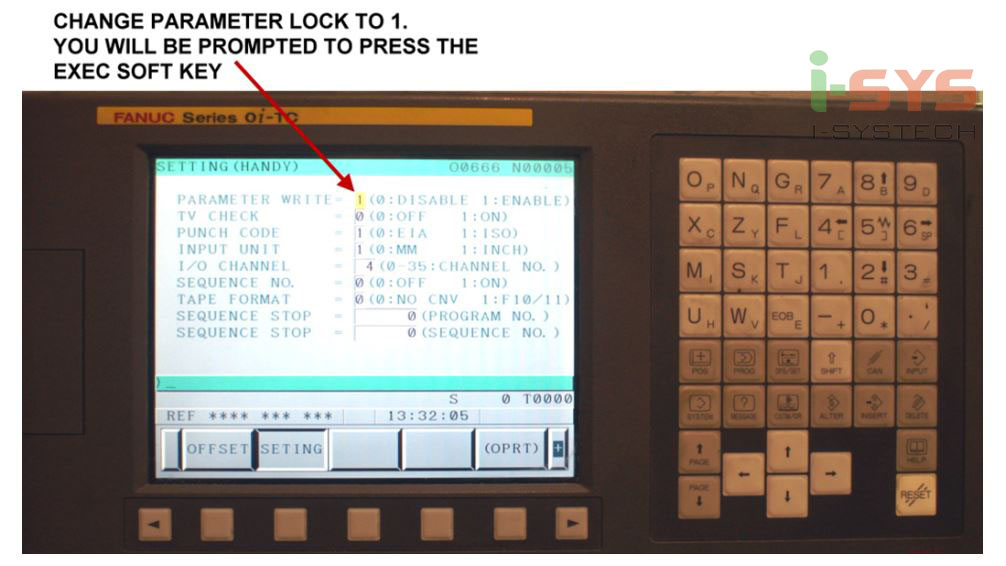
7.Nhấn phím chức năng “cứng” “SYSTEM”
8.Nhấn phím mêm (soft key) “PARAM”
9.Gõ 1815 và ấn “No. Search”. Thao tác này sẽ dẫn đến Parameter 1815.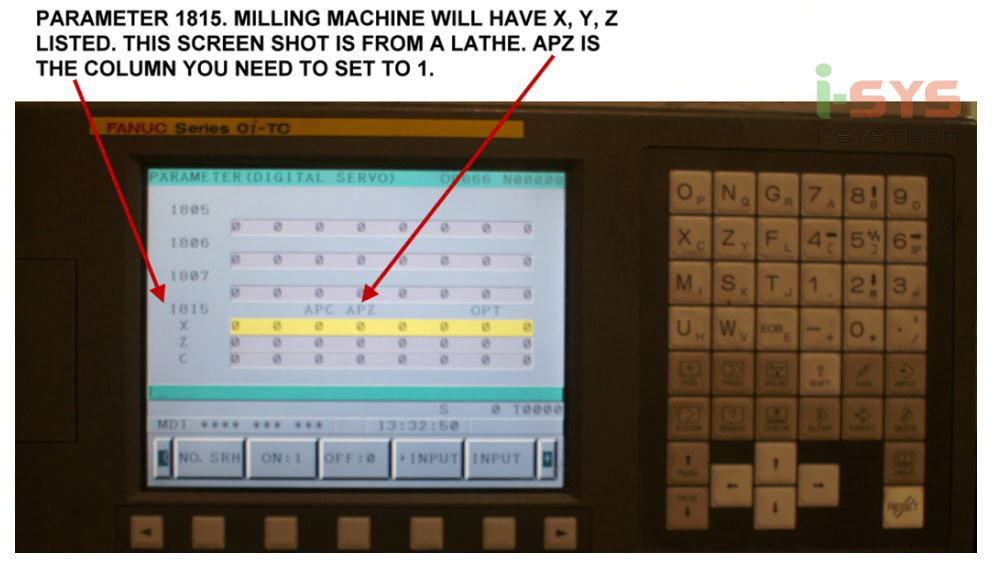
10. Dùng mũi tên lên xuống để chọn trục mà bạn đang muốn đặt lại gốc X, Y hoặc Z.
11.Thay đổi bit 4 (APZ) (đảm bảo bạn đếm từ bên phải bắt đầu với khoảng trắng đầu tiên là Zero, Bit như được hiển thị ở đây-76543210). Thao tác này sẽ xóa số gốc (zero) tham chiếu hiện tại. Cảnh báo phải tắt nguồn sẽ xuất hiện, KHÔNG TẮT NGUỒN
12. Quay lại tham số 1815 và biến bit 4 thành một (giá trị 1)
13.Tắt nguồn máy trong một phút và bật nguồn. Vị trí gốc (home) mới sẽ được thiết lập.
Đây là những gì bạn đang làm: Khi cột APZ tham số 1815 thay đổi thành 0. Điều này có nghĩa là bộ mã hóa tuyệt đối trong trục tương ứng đã mất vị trí 0 của nó. Khi bạn xoay nó trở lại 1, điều này cho phép bạn di chuyển trục trở lại 0 nếu nó không phải. Sau đó bạn phải thay đổi nó quay lại số 0 để giải phóng vị trí số 0 cũ mà bạn đặt ngẫu nhiên để di chuyển trục, sau đó quay lại 1 để đặt nó vào đúng vị trí của nó.
Trục Z rất phức tạp vì bạn phải đặt nó một cách hoàn hảo nếu không vị trí thay dao của bạn sẽ bị lệch. Nếu nó không đúng, hãy tiếp tục sử dụng quy trình này khi bạn di chuyển số 0 để điều chỉnh cho đến khi bạn có vị trí thay dao được đặt đúng và có thể thực hiện thay dao trơn tru.
Cuối cùng khi bạn đã hoàn tất, hãy thay đổi khóa tham số của bạn trở về số 0 ( bước số 6) và Khởi động lại máy.
Bạn đã xong việc rồi đấy!
Nguồn https://www.i-sys.com.vn/cach-cai-dat-lai-goc-may-cnc-fanuc/
 2022-03-22
2022-03-22
 2022-01-15
2022-01-15
 2022-01-15
2022-01-15
 2022-01-15
2022-01-15
 2022-01-10
2022-01-10
 2022-01-10
2022-03-22
2022-01-15
2022-01-15
2022-01-15
2022-01-10
2022-01-10
2022-01-10
2022-03-22
2022-01-15
2022-01-15
2022-01-15
2022-01-10
2022-01-10
Với bề dày 30 năm sản xuất và sửa chữa các thiết bị máy móc cơ khí phục vụ ngành công nông nghiệp, thủy lợi, thủy điện như: máy đóng mở cửa van, cánh van, các loại bơm, tời cáp, palăng cần trục, hệ trục chân vịt, hệ trục lái, tời neo, tời hàng, các hệ thống đến các chi tiết trong các dây truyền sản xuất xi măng, gạch, nhựa…uy tín và danh tiếng của công ty đã được biết đến khắp các tỉnh thành trong cả nước.
Với đội ngũ công nhân kỹ sư cán bộ tay nghề cao lâu năm tâm huyết và say mê kỹ thuật và không ngừng vươn lên đã đem lại sự thành công cho công ty.
Chúng tôi trân trọng cảm ơn sự quan tâm và sự tin tưởng của quý khách trong suốt thời gian qua. Và cam kết luôn đem lại sự hài lòng cho quý khách bằng:
UY TÍN, CHẤT LƯỢNG, TẬN TÂM, CHUYÊN NGHIỆP

Với bề dày 30 năm sản xuất và sửa chữa các thiết bị máy móc cơ khí phục vụ ngành công nông nghiệp, thủy lợi, thủy điện như: máy đóng mở cửa van, cánh van, các loại bơm, tời cáp, palăng cần trục, hệ trục chân vịt, hệ trục lái, tời neo, tời hàng, các hệ thống đến các chi tiết trong các dây truyền sản xuất xi măng, gạch, nhựa…uy tín và danh tiếng của công ty đã được biết đến khắp các tỉnh thành trong cả nước.
Với đội ngũ công nhân kỹ sư cán bộ tay nghề cao lâu năm tâm huyết và say mê kỹ thuật và không ngừng vươn lên đã đem lại sự thành công cho công ty.
Chúng tôi trân trọng cảm ơn sự quan tâm và sự tin tưởng của quý khách trong suốt thời gian qua. Và cam kết luôn đem lại sự hài lòng cho quý khách bằng:
UY TÍN, CHẤT LƯỢNG, TẬN TÂM, CHUYÊN NGHIỆP




