Tổng tiền: 0 VND


Ký hiệu độ nhám bề mặt như thế nào? Có 3 ký hiệu: ký hiệu nhám không chỉ rõ phương pháp gia công, ký hiệu nhám chỉ rõ phương pháp gia công bằng cắt gọt, ký hiệu nhám chỉ rõ phương pháp gia công không phoi lần lượt được biểu diễn như sau.

Ký hiệu độ nhám bề mặt.
Trên kí hiệu cơ bản có 4 vị trí ghi thông số như sau với h là chiều cao khổ chữ trên bản vẽ

Ký hiệu cơ bản.
Ghi trị số Ra hoặc Rz (nếu ghi thông số Ra thì không cần ghi kí hiệu thông số)

Ký hiệu trên vị trí 1
Ghi phương pháp gia công đặc biệt (cạo, mài, đánh bóng)

Ký hiệu trên vị trí 2
Nếu cần quy định chiều dài chuẩn thì ghi chiều dài được lựa chọn vào vị trí này.
Ghi hướng nhấp nhô. Trên bề mặt chi tiết gia công thường có các hướng nhấp nhô sau:

Bảng chuyển đổi độ nhám giữa hệ inch và mét. Và giữa hệ thống Liên Xô cũ và hiện nay
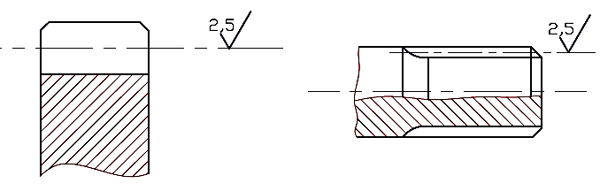
Kí hiệu nhám của mỗi bề mặt trên bản vẽ chi ghi 1 lần trên đường bao thấy, hay đường kéo dài của đường bao thấy, đỉnh nhọn của ký hiệu hướng vào bề mặt cần ghi.

Ký hiệu độ nhám trên từng mặt
Nếu tất cả các bề mặt của chi tiết có cùng một cấp độ nhám thì ghi kí hiệu nhám chung ở góc trên bên phải của bản vẽ.

Ký hiệu độ nhám chung cho toàn bản vẽ
Nếu phần lớn các bề mặt của chi tiết có cùng một cấp độ nhám kí hiệu chung ở góc bên phải của bản vẽ và đặt trong dấu ngoặc đơn.
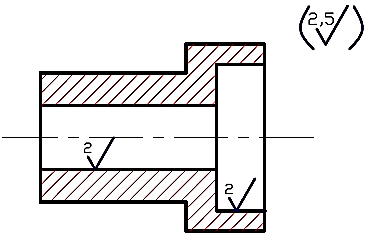
Ký hiệu độ nhám cho phần lớn các mặt trên toàn bản vẽ.
Nếu trên cùng một bề mặt có hai cấp độ nhám khác nhau thì dùng nét liền mảnh vẽ đường phân cách, đường phân cách không được vẽ lên đường gạch vật liệu của mặt cắt.
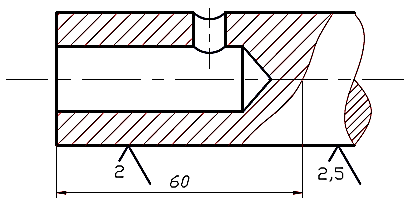
Ký hiệu độ nhám cho một mặt có hai độ nhám khác nhau.
Độ nhám của bề mặt răng, then hoa thân khai được ghi trên mặt chia, khi trên bản vẽ không có hình chính diện.
Ký hiệu độ nhám trên bề mặt răng than khai.
Kí hiệu độ nhám bề mặt làm việc của ren được ghi ngay bên cạnh kích thước đường kính đỉnh ren hoặc profin ren.
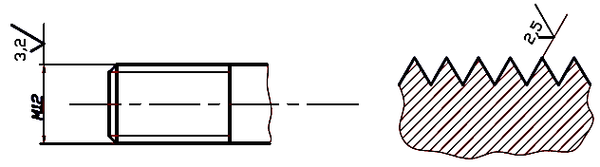
Ký hiệu độ nhám trên bề mặt ren.
Để hiểu độ nhám bề mặt là gì? ta đọc tiếp nhé…
Nhám bề mặt hay còn gọi là độ bóng bề mặt. Bề mặt chi tiết sau khi gia công không bằng phẳng một cách lý tưởng mà có những mấp mô. Những mấp mô này là kết quả của quá trình biến dạng dẻo của lớp bề mặt chi tiết khi cắt gọt lớp kim loại. Là ảnh hưởng của chuyển động khi cắt, là vết lưỡi cắt để lại trên bề mặt gia công và của nhiều nguyên nhân khác nữa…
Tuy vậy, không phải toàn bộ những mấp mô trên bề mặt đều thuộc về nhám bề mặt. Mà nó là tập hợp những mấp mô có bước tương đối nhỏ và được xét trong giới hạn chiều dài chuẩn (là chiểu dài của phần bề mặt được chọn để đo nhám bề mặt).
Phân loại mấp mô bề mặt
Nhám bề mặt ảnh hưởng lớn đến chất lượng làm việc của chi tiết máy
Đối với những chi tiết trong mối ghép động (ổ trượt, sống dẫn, con trượt…). Bề mặt chi tiết làm việc trượt tương đối với nhau. Nên khi nhám càng lớn càng khó đảm bảo hình thành màng dầu bôi trơn bề mặt trượt. Dưới tác dụng của tải trọng các đỉnh nhám tiếp xúc với nhau gây ra hiện tượng ma sát nửa ướt, thậm chí cả ma sát khô. Dẫn đến làm giảm hiệu xuất làm việc, tăng nhiệt độ làm việc của mối ghép. Mặt khác tại các đỉnh tiếp xúc, lực tập trung lớn, ứng xuất lớn vượt quá ứng xuất cho phép gây biến dạng chảy phá hỏng bề mặt tiếp xúc, bề mặt làm việc nhanh mòn. Thời kỳ mòn ban đầu càng ngắn thì thời gian phục vụ của chi tiết càng giảm.
Đối với các chi tiết có độ dôi lớn khi ép hai chi tiết lại với nhau
Thì nhám sẽ bị san phẳng, nhám càng lớn thì san phẳng càng lón độ dôi của mối ghép càng giảm nhiều, giảm độ bền của mối ghép. Việc chọn Rz phù hợp với đặc tính các mối ghép có thể theo công thức kinh nghiệm sau với δ là độ dôi:
Đối với những chi tiết làm việc ở trạng thái chịu tải chu kỳ và tải trọng
Thì nhám là nhân tố tập trung ứng suất dễ phát sinh rạn nứt làm giảm độ bền mỏi của chi tiết. Tại đáy các mấp mô là nơi tập trung ứng suất với trị số rất lớn. Tại đó sẽ xuất hiện các vết nứt tế vi – đó chính là nguyên nhân phá hỏng chi tiết. Vì vậy, nếu tiêu chuẩn độ nhám bề mặt tăng. Bán kính đáy các mấp mô lớn thì sẽ nâng cao độ bền mỏi của chi tiết.
Nhám càng nhỏ thì bề mặt càng nhẳn
Khả năng chống lại sự ăn mòn càng tốt. Một cách khác trực quan có thể giải thích điều đó bằng hiện tượng mà chúng ta thường thấy: bề mặt càng nhẵn thì càng lâu bị gỉ.
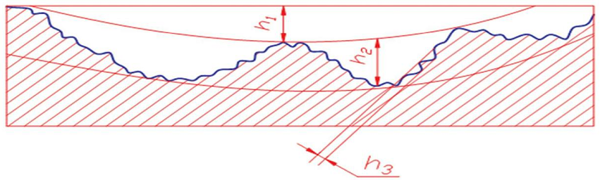
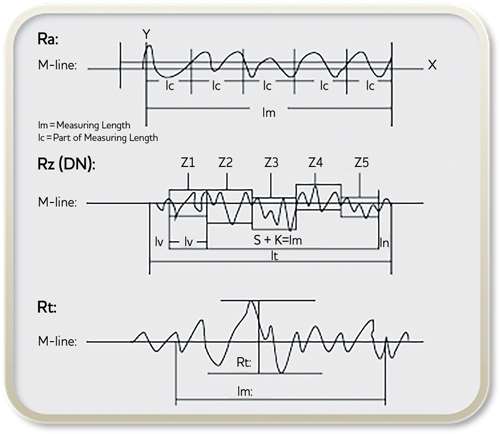
Nhám bề mặt được đánh giá bằng độ nhấp nhô của profin. Được tạo thành bởi giao tuyến giữa bề mặt thực và mặt phẳng vuông góc với bề mặt thực. Chuẩn để đánh giá nhám là các yếu tố hình học được xác định trong phạm vi chiều dài chuẩn l. Được tính toán so với đường trung bình của profin bề mặt.

Đường chuẩn và chiều dài chuẩn.

Rmax- chiều cao lớn nhất của mấp mô profin
Ngoài 2 chỉ tiêu trên trong sản xuất người ta còn đánh gia theo Rmax- chiều cao lớn nhất của mấp mô profin: là khoảng cách giữa đỉnh cao nhất của phần lồi và đáy thấp nhất của phần lõm trong chiều dài chuẩn.

Nhám bề mặt được thể hiện bằng độ nhám bề mặt
Theo TCVN 2511: 1995 quy định 14 cấp độ nhám và trị số của các thông số nhám Ra và Rz. Trị số nhám càng bé thì bề mặt càng nhẵn. Việc chọn chỉ tiêu Ra và Rz là tùy theo chất lượng yêu cầu của bề mặt và đặc tính kết cấu của bề mặt.
Trong sản xuất thường dùng chỉ tiêu Ra để đánh giá các bề mặt có độ nhám trung bình từ (cấp 6-12). Đối với những bề mặt có độ nhám quá thô (cấp 13-14) hoặc rất tinh (cấp 1-5) thì dùng chỉ tiêu Rz. vì nó đánh giá chính xác hơn.
Chỉ tiêu Rz còn được sử dụng đối với những bề mặt không thể kiểm tra trực tiếp thông số Ra chẳng hạn. Những bề mặt kích thước nhỏ hoặc profin phức tạp (lưỡi cắt của dụng cụ, chi tiết đồng hồ…).
Tùy theo điều kiện làm việc và tính chất sử dụng của các bề mặt chi tiết mà xác định cấp độ nhám. Các bề mặt tiếp xúc yêu cầu thông số nhám có trị số bé. Các bề mặt không tiếp xúc yêu cầu thông số nhám có trị số lớn. Độ chính xác của kích thước càng cao, yêu cầu thông số nhám có trị số càng bé.
Các bề mặt chi tiết có độ nhám khác nhau, đòi hỏi các phương pháp gia công khác nhau. Bề mặt có trị số nhám càng bé đòi hỏi gia công càng tinh vi.

Chất lượng bề mặt ứng với các cấp độ nhám.
Hai bề mặt có độ nhám khác nhau có cùng chung độ nhám nhưng hình dạng profin có thể khác nhau.

Bề mặt có cùng độ nhám nhưng biên dạng khác nhau.
Trị số bề mặt nhám
Trị số cho phép của thông số nhám được lựa chọn dựa vào chức năng sử dụng của bề mặt cũng như. Điều kiện làm việc của chi tiết. Mặt khác cũng cần phải căn cứ vào phương pháp gia công hợp lý đảm bảo yêu cầu nhám bề mặt. Việc quyết định trị số quá nhỏ sẽ dẫn đến tăng chi phí cho gia công bề mặt. Tăng giá thành của sản phẩm đó là điều không có lợi cho sản xuất.
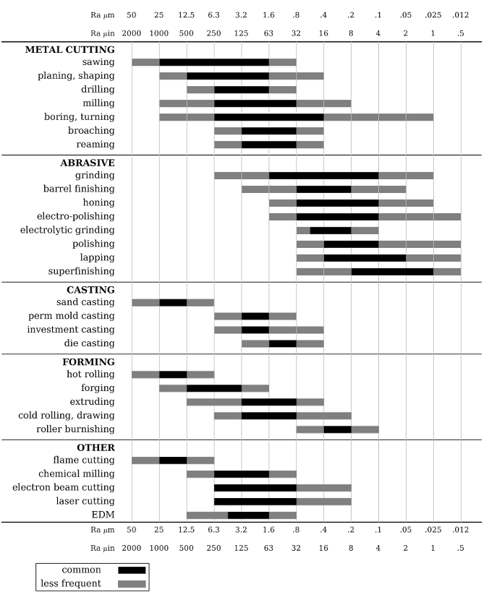
Nhám bề mặt ứng với các dạng gia công bề mặt chi tiết.
Chú ý: bảng trên chỉ có giá trị tham khảo. Nhám bề mặt còn tùy vào điệu kiện của máy móc, tay nghề công nhân và các điệu kiện khác…
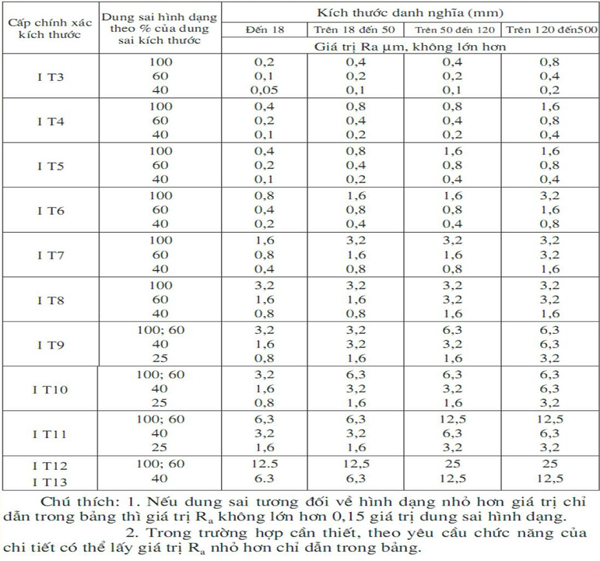
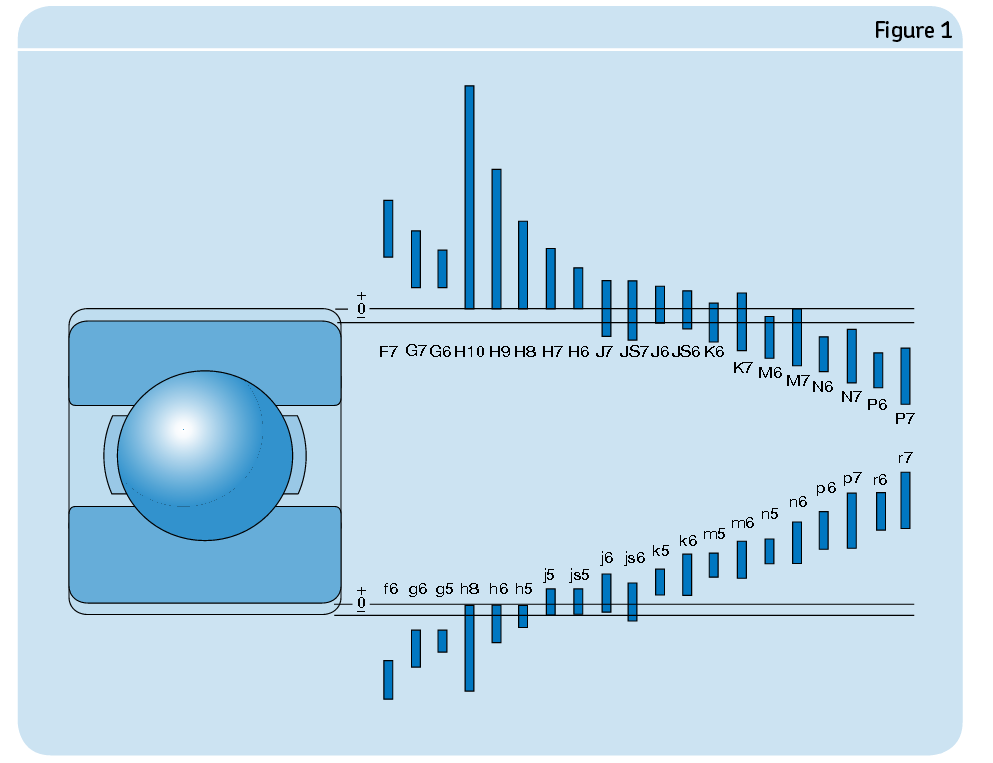
Dung sai và kích thước
Ngoài ra, độ nhám bề mặt còn liên quan đến dung sai kích thước và dung sai hình dạng.
Có hai phương pháp kiểm tra bề độ nhám bề mặt đó là: so sánh mẫu hoặc bằng các máy do độ nhám.
Các loại phương pháp kiểm tra mẫu so sánh bề mặt được sử dụng để so sánh bề mặt qua tìm dò hoặc bằng mắt. Điều kiện để so sánh là mẫu so sánh và chi tiết gia công có cùng vật liệu và có cùng phương pháp chế tạo, thí dụ như tiện theo chiều dọc. So sánh tìm dò được thực hiện với móng tay hoặc miếng nhỏ bằng đồng (lớn bằng cỡ đồng tiền). So sánh bằng mắt sẽ thuận lợi hơn khi nhìn đúng góc chiếu của ánh sáng và sử dụng kính lúp.
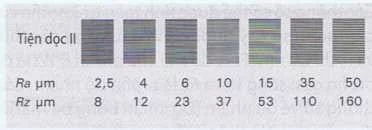
Mẫu so sánh bề mặt.
Các thiết bị đo bề mặt làm việc với phương pháp đo biên dạng (phương pháp cắt tìm dò). Ghi lại sự sai lệch của bề mặt với một đầu nhọn tìm dò bằng kim cương.
Hình dáng lý tưởng của đầu nhọn tìm dò là một hình côn (60° hoặc 90°) với đỉnh tròn. ở độ nhám Rz > 3 um chọn đầu nhọn với bán kính đỉnh r = 5 µm, ở Rz > 50µm chọn r =10µm. Với độ nhám sâu Rz< 3µm trị số nên dùng cho bán kính đỉnh là 2 µm. Vì bán kính đỉnh nhõ hơn có thể tìm dò tốt hơn ở các điểm trũng nhỏ của profin.
Hệ thống tìm dò với con trượt di động thích hợp cho việc đo độ nhám với các thiết bị xách tay đo bề mặt. Ở hệ thống tìm dò này đầu tìm dò thu nhận prôfin nhám tương đối so với đường đi của con trượt. Phần lớn độ sóng được lọc ra một cách cơ học qua bán kính bằng 25 mm của con trượt.
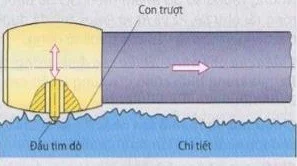
Đầu dò của máy.

Thiết bị đo xách tay với hệ thống tìm dò bằng con trượt
Hệ thống tìm dò với mặt chuẩn
Còn gọi là hệ thống tìm dò tự do, một thanh trượt (thanh dẫn hướng) rất chính xác. Trong thiết bị dẫn tiến tạo thành mặt chuẩn. Qua việc chỉnh độ nghiêng, mặt chuẩn được điểu chỉnh song song như có thể với bề mặt của chi tiết gia công. Khi prôfin D (prôfin sơ cấp) không lọc cho thấy một vị trí quá nghiêng. Thì phải điều chỉnh lại mặt chuẩn tốt hơn. Qua chuyển động tương đối của đầu tìm dò so với mặt chuẩn, người ta có thể đo tất cả các thông số.

Hệ thống tìm dò bằng mặt chuẩn.
Đặc điểm của hệ thống đo nhám bề mặt
Chỉ có thể so sánh kết quả đo của các thiết bị đo khác nhau, nếu có thể biết được thông tin về phương pháp đo. Thí dụ như hệ thống tìm dò, bán kính của đầu dò và bộ lọc prôfin.
 2022-03-22
2022-03-22
 2022-01-15
2022-01-15
 2022-01-15
2022-01-15
 2022-01-15
2022-01-15
 2022-01-10
2022-01-10
 2022-01-10
2022-03-22
2022-01-15
2022-01-15
2022-01-15
2022-01-10
2022-01-10
2022-01-10
2022-03-22
2022-01-15
2022-01-15
2022-01-15
2022-01-10
2022-01-10
Với bề dày 30 năm sản xuất và sửa chữa các thiết bị máy móc cơ khí phục vụ ngành công nông nghiệp, thủy lợi, thủy điện như: máy đóng mở cửa van, cánh van, các loại bơm, tời cáp, palăng cần trục, hệ trục chân vịt, hệ trục lái, tời neo, tời hàng, các hệ thống đến các chi tiết trong các dây truyền sản xuất xi măng, gạch, nhựa…uy tín và danh tiếng của công ty đã được biết đến khắp các tỉnh thành trong cả nước.
Với đội ngũ công nhân kỹ sư cán bộ tay nghề cao lâu năm tâm huyết và say mê kỹ thuật và không ngừng vươn lên đã đem lại sự thành công cho công ty.
Chúng tôi trân trọng cảm ơn sự quan tâm và sự tin tưởng của quý khách trong suốt thời gian qua. Và cam kết luôn đem lại sự hài lòng cho quý khách bằng:
UY TÍN, CHẤT LƯỢNG, TẬN TÂM, CHUYÊN NGHIỆP

Với bề dày 30 năm sản xuất và sửa chữa các thiết bị máy móc cơ khí phục vụ ngành công nông nghiệp, thủy lợi, thủy điện như: máy đóng mở cửa van, cánh van, các loại bơm, tời cáp, palăng cần trục, hệ trục chân vịt, hệ trục lái, tời neo, tời hàng, các hệ thống đến các chi tiết trong các dây truyền sản xuất xi măng, gạch, nhựa…uy tín và danh tiếng của công ty đã được biết đến khắp các tỉnh thành trong cả nước.
Với đội ngũ công nhân kỹ sư cán bộ tay nghề cao lâu năm tâm huyết và say mê kỹ thuật và không ngừng vươn lên đã đem lại sự thành công cho công ty.
Chúng tôi trân trọng cảm ơn sự quan tâm và sự tin tưởng của quý khách trong suốt thời gian qua. Và cam kết luôn đem lại sự hài lòng cho quý khách bằng:
UY TÍN, CHẤT LƯỢNG, TẬN TÂM, CHUYÊN NGHIỆP




